Wybór odpowiedniej powierzchni roboczej (podkładki) do drukarki 3D ma ogromne znaczenie dla jakości pierwszej warstwy, komfortu użytkowania oraz trwałości całego zestawu. Jednymi z najczęściej spotykanych typów są podkładki PEI oraz PEO-PET. Każda z nich ma swoje zalety i wady – warto więc dobrać je do rodzaju drukowanych materiałów i własnych preferencji.
Czym jest podkładka PEI?
PEI to skrót od polyetherimide – wysokotemperaturowego tworzywa sztucznego, które od wielu lat stosowane jest jako trwała, wszechstronna powierzchnia do druku 3D. Tego typu podkładki występują najczęściej w formie arkuszy naklejonych na elastyczną stalową płytę (często magnetyczną), którą można wyginać, aby łatwiej zdjąć gotowy model.
Wyróżniamy dwa główne typy:
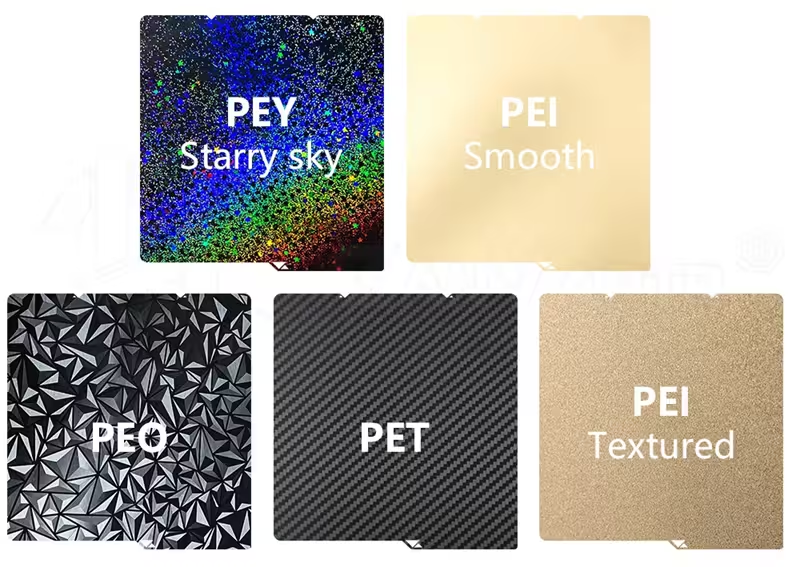
- PEI gładki – zapewnia błyszczące wykończenie spodu modelu.
- PEI teksturowany (szorstki) – daje matowe, lekko chropowate wykończenie.
Podkładki PEI zapewniają bardzo dobrą przyczepność dla szerokiego zakresu filamentów: PLA, PETG, TPU, ABS, ASA, a nawet nylonu. Nie wymagają stosowania dodatkowych klejów ani taśm. W razie potrzeby można je czyścić alkoholem izopropylowym (IPA), a wersje gładkie można regenerować delikatnym przetarciem papierem ściernym.
Uwaga: Przy druku z PETG należy uważać, by nie docisnąć pierwszej warstwy zbyt mocno – PETG potrafi trzymać się PEI zbyt mocno i może uszkodzić powierzchnię. W takich przypadkach warto używać cienkiej warstwy kleju jako „separatora”.
Czym jest podkładka PEO-PET?
PEO-PET to wielowarstwowa podkładka, w której zastosowano kombinację dwóch tworzyw:
- PET (polyethylene terephthalate) – trwała, odporna mechanicznie warstwa bazowa o dobrej przyczepności.
- PEO (polyethylene oxide) – cienka, górna warstwa o właściwościach ułatwiających odklejanie modelu po zakończeniu druku.
Tego typu podkładki są często spotykane w tańszych drukarkach 3D jako domyślne rozwiązanie. Ich zaletą jest bardzo łatwe zdejmowanie modeli po ostygnięciu stołu – zwłaszcza przy druku z PLA, TPU czy PETG.
Nie są jednak tak trwałe jak PEI i mogą ulec zużyciu po wielu cyklach druku. W razie przetarcia lub uszkodzenia zwykle trzeba wymienić cały arkusz.
Porównanie PEI i PEO-PET – tabela
| Cecha | PEO-PET | PEI |
|---|---|---|
| Adhezja (przyczepność) | Dobra | Bardzo dobra |
| Łatwość zdejmowania modeli | Bardzo dobra (szczególnie po ostygnięciu) | Dobra (PETG może trzymać zbyt mocno) |
| Trwałość | Średnia | Wysoka |
| Odporność na temperaturę | Dobra (do ok. 90–100°C) | Bardzo dobra (do ponad 110°C) |
| Filamenty | PLA, PETG, TPU | PLA, PETG, TPU, ABS, ASA, nylon |
| Powierzchnia | Zwykle gładka | Gładka lub teksturowana |
| Regeneracja | Trudna lub niemożliwa | Możliwa (np. szlifowanie, czyszczenie) |
| Cena | Niższa | Wyższa, ale opłacalna przy dłuższym użyciu |
Którą podkładkę wybrać?
- Jeśli drukujesz głównie z PLA i TPU, zależy Ci na łatwym odklejaniu modeli i nie planujesz bardzo intensywnej eksploatacji – PEO-PET będzie dobrym i tanim rozwiązaniem.
- Jeśli potrzebujesz uniwersalności, wytrzymałości i profesjonalnego efektu, a drukujesz także z trudniejszych materiałów jak ABS czy ASA, warto zainwestować w arkusz PEI – najlepiej w wersji dwustronnej (gładkiej i teksturowanej).
Jak czyścić podkładki PEI i PEO-PET? Porady dotyczące konserwacji
Dbanie o czystość powierzchni roboczej drukarki 3D to kluczowy element zapewnienia dobrej przyczepności pierwszej warstwy i uniknięcia nieudanych wydruków. W zależności od typu podkładki – PEI czy PEO-PET – należy stosować nieco inne metody pielęgnacji.
Czyszczenie podkładki PEI
Podkładki PEI (zarówno gładkie, jak i teksturowane) są trwałe i odporne na wysokie temperatury, ale wymagają odpowiedniego czyszczenia:
Codzienne czyszczenie:
- IPA (alkohol izopropylowy 90–99%) – to podstawowy środek czyszczący do PEI. Usuwa tłuszcz i pozostałości filamentów bez uszkadzania powierzchni.
- Najlepiej nanosić IPA na czystą ściereczkę z mikrofibry lub papier bezpyłowy, a nie bezpośrednio na podkładkę.
Co kilka dni / przy spadku adhezji:
- Ciepła woda z odrobiną płynu do naczyń – skutecznie usuwa resztki środków adhezyjnych, kurzu i tłuszczu. Po umyciu dokładnie wypłucz i wysusz.
- Opcjonalnie: przetrzyj IPA po wyschnięciu.
Regeneracja powierzchni PEI:
- Jeśli zauważysz spadek przyczepności po wielu wydrukach, możesz lekko przeszlifować powierzchnię PEI papierem ściernym o gradacji 1500–2000. Szlifuj delikatnie na mokro, okrężnymi ruchami.
- Dotyczy to tylko wersji gładkich – teksturowanego PEI się nie szlifuje!
Czego unikać:
- Nie stosuj acetonu na teksturowanym PEI – może go zniszczyć.
- Nie używaj silnych rozpuszczalników (np. nitro, benzyny ekstrakcyjnej).
Czyszczenie podkładki PEO-PET
Podkładki PEO-PET są delikatniejsze, dlatego trzeba obchodzić się z nimi ostrożnie:
Zalecane metody:
- Miękka, wilgotna ściereczka z wodą – wystarcza do usunięcia większości zanieczyszczeń.
- IPA (alkohol izopropylowy) – można stosować okazjonalnie, ale w małych ilościach. Sprawdź wcześniej w mało widocznym miejscu, czy nie wpływa na warstwę wierzchnią.
Czego unikać:
- Nie stosuj acetonu – może natychmiast uszkodzić warstwę PEO.
- Nie szoruj podkładki – może to doprowadzić do uszkodzenia struktury powierzchni.
Kiedy wymienić PEO-PET:
- Jeśli powierzchnia jest zarysowana, miejscowo wypalona lub trwale zabrudzona – warto wymienić cały arkusz. Regeneracja jest trudna lub niemożliwa.
Dodatkowa rada:
Zawsze czekaj aż podkładka ostygnie przed jej czyszczeniem – szczególnie jeśli używasz alkoholu. Unikniesz dzięki temu smug, parowania i ewentualnych uszkodzeń.
Sprawdź inne wpisy z tej serii:
- Recenzja Anycubic Kobra S1 Combo – test, unboxing i pierwsze wrażenia
- LeviQ 3.0 – automatyczne poziomowanie stołu w drukarkach 3D
- Moduł ACE Pro – druk wielokolorowy i suszenie filamentu
- Co to jest CoreXY i dlaczego to tak szybki system ruchu?
- Czym jest akcelerometr w drukarce 3D i co daje?
- Jak dobrać dyszę i hotend do drukarki 3D? »
- Przewodnik po filamentach do druku 3D »



